
 Heim
Heim



Senkerodiermaschine Znc650
Basisinformation.
| Modell Nr. | ZNC650 |
| Leistungsklassifizierung | Wirtschaftliche CNC-Werkzeugmaschinen |
| Zertifizierung | CE |
| Zustand | Neu |
| 2. Z-Achsen-Verfahrweg | 260mm |
| Nettogewicht der Maschine | 2100 kg |
| Abstand von der Elektrode zum Tisch | 340–800 mm |
| Ölbelastbarkeit des Tisches | 1320×800×500mm |
| Weg von X/Y/Z | 600×500×200mm |
| Max. Bearbeitungsstrom: 50A | Nc-Steuerung der Z-Achse |
| Transportpaket | Sperrholz Cae |
| Spezifikation | CE |
| Warenzeichen | Kingred |
| Herkunft | Provinz Jiangsu, China |
| HS-Code | 8456301010 |
| Produktionskapazität | 300 Sätze/Jahr |
Produktbeschreibung
Senkerodiermaschine ZNC650
Vorteile des Produkts
Original Taiwan C-Tek Controller, LCD-Monitor, Industriecomputer-Controller.
Hochpräzise X-, Y- und Z-Kugelumlaufspindel mit drei Achsen, Güteklasse C3, hergestellt in Taiwan
Z-Achse importierte japanische Sanyo-Servomotorsteuerung
Dreiachsige DROs mit einer Auflösung von 0,005 mm
Harzsandguss als Maschinenkörper und innere Spannung entfernt, um langfristige Steifigkeit und Stabilität sicherzustellen.
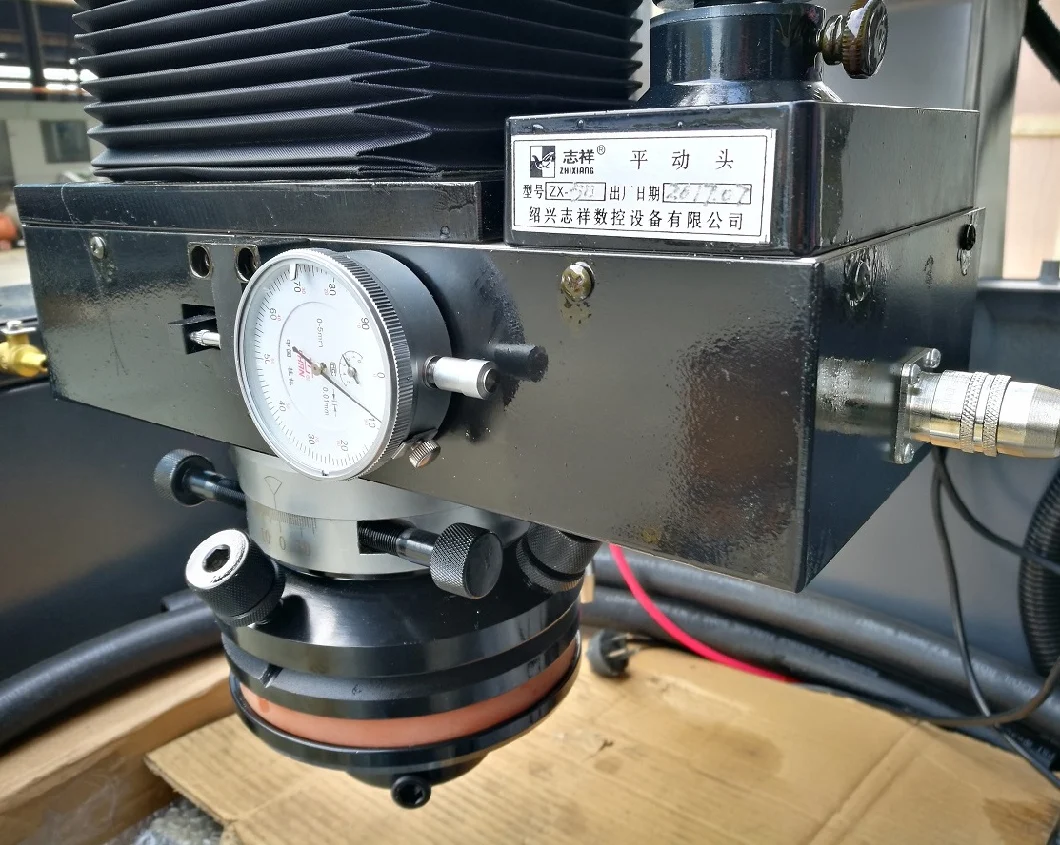
Die Z-Achse ist mit einer hochpräzisen Rollenführung mit japanischem SANYO DC-Servomotor ausgestattet, um die Bewegung der Z-Achse empfindlicher und gleichmäßiger zu gestalten.
Die Maschine verfügt über eine breite Maschinenbasis, um sicherzustellen, dass die Maschine stark genug für schwere Lasten ist, X
und Y-Achse haben V-Form und flache Führungsbahn mit verschleißfestem FEFLON-Aufkleber, Bewegung von
Schwere Last ist glatt und leicht, kein Kriechphänomen.
Arbeitslampe, Feuerlöscher und Schmiereinheit sowie der patentierte Elektrodenhalter werden alle in Taiwan hergestellt.
Die ZNC-Senkerodiermaschine verfügt über eine manuelle Steuerung der X- und Y-Achse und eine Programmsteuerung der Z-Achse. Mit dem Handrad der X- und Y-Achse lässt sich die Position für die Funkenentladungsbearbeitung schnell und bequem lokalisieren. Aufgrund der erschwinglichen Kosten und der guten Leistung wird ZNC EDM häufig bei der Herstellung verschiedener Kunststoffspritzgussformen eingesetzt, beispielsweise für Heimanwendungen, elektronische Steckverbinder, Pulvermetallurgie, Automobilformen und andere Branchen.
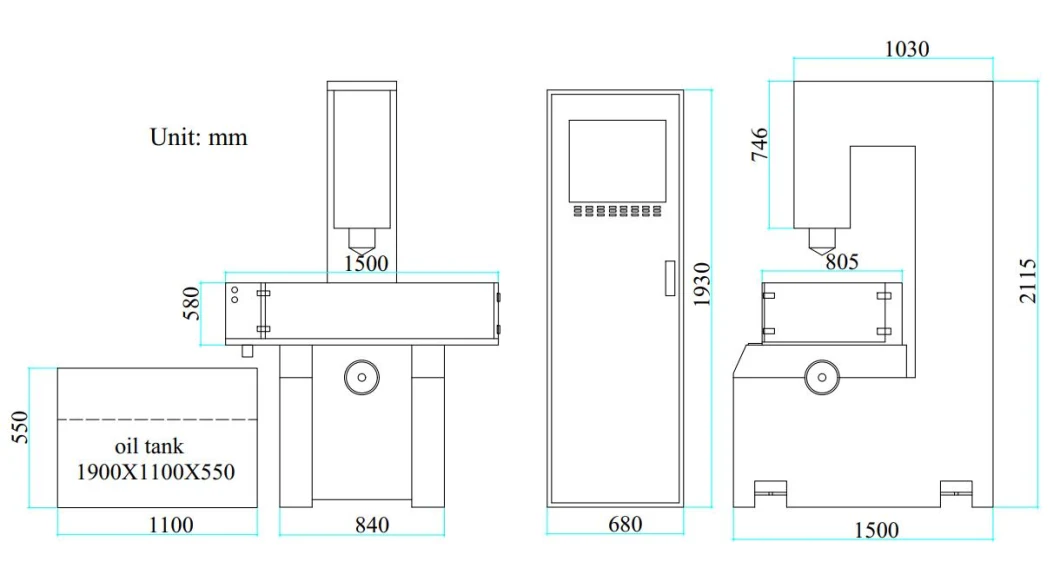
Hauptabmessungen von ZNC600:
X×Y×Z-Verfahrweg: 600×500×220 mm;
Abmessungen des Arbeitstisches: 900 x 500 mm;
Arbeitstank auf Tisch: 1320×800×500mm
Technische Parameter des ZNC EDM Sinker ZNC650
| Artikel | Einheit | ZNC650 |
| Ölbeladungskapazität des Tisches | mm | 1320×800×500 |
| Tischgröße | mm | 900×500 |
| Weg von X/Y/Z | mm | 600×500×220 |
| 2. Verfahrweg der Z-Achse | mm | 260 |
| Abstand vom Spindelende zum Tisch | mm | 340-800 |
| Abmessungen des Öltanks | mm | 1100×1900×510 |
| Maximale Belastung durch Elektrodengewicht | Kg | 50 |
| Ladung Tisch | Kg | 1000 |
| Abmessungen der Maschine | mm | 2500×1900×2350 |
| Nettogewicht der Maschine | Kg | 2100 |
Netzteil des ZNC-Controllers
| Kapazität | 50A | 75A | 100A | |
| Steuerungsmethode und Achsen | Schleife schließen (Z-Achse) | |||
| Mindest. Einstellungseinheit | 0,005 mm (0,001 mm) | |||
| Max. Einstellungseinheit | 9999,995 mm (9999,9999 mm) | |||
| Koordinatensystem | INC,ABS | |||
| Anzeigesystem | 15-Zoll-LCD | |||
| Kontrollsystem | PC-BASIERT | |||
| Zentimeter | 0,005 mm (Einheit)×1, ×5, ×10 | |||
| Datensicherung | >10000 | |||
| Max. Bearbeitungsstrom | A | 50 | 75 | 100 |
| Gesamtleistungsaufnahme | KVA | 4.5 | 6 | 10 |
| Max. Materialabtragsrate | mm3/min | 360 | 560 | 700 |
| Elektrodenverschleißrate | % | <0,2 | ||
| Bestes Oberflächenfinish | μm | Ra 0,35 (Ra0,2 mit Sonderschaltungen) | ||
| Gesamtabmessungen | mm | 790×820×1850 | ||
| Nettogewicht | kg | 260 | ||
Hauptleistung und technische Spezifikationen
1. Die äußerst steife, feinkörnige Gusseisenbasis, die Säule, der Tisch und die Meehanite-Gusseisenkomponenten sorgen für Stabilität und lange Lebensdauer.
2. Die Spindel verwendet einen Gleichstromservo, um eine hochpräzise Kugelumlaufspindel anzutreiben, was die hohe Genauigkeit und Qualität verbessert.
3. Mit Turcite B-Antifriktionsmaterial beschichtete Gleitbahnen, die eine präzise und reibungslose Bewegung gewährleisten.
4. Die Gleitbahnen der X- und Y-Achsen bestehen aus einer V-Struktur. Rechtwinkligkeit und Parallelität ändern sich nicht.
5. Der Tisch wird einer Hochfrequenz-Härtungsbehandlung unterzogen und mit einer Präzisionsschleifmaschine poliert, um Genauigkeit und Lebensdauer zu gewährleisten.
6. 60 Seiten Dateispeicherkapazität zur Verfügung gestellt, wodurch 60 verschiedene Formen oder Kundennummern gespeichert werden können.
7. Ausgestattet mit einer Spiegelbearbeitungsschaltung, um einen echten Spiegeleffekt zu erzielen.
8. Auto-Finishing-Funktion mit 10 Abschnitten, einschließlich (1)Selbstbearbeitung. Bearbeiten Sie die Bearbeitungsbedingungen entsprechend Ihrer persönlichen Erfahrung.(2)Automatische Z-Einstellung: Geben Sie einfach die Tiefe der Z-Achse und die aktuellen Werte ein, andere Bearbeitungsdaten werden automatisch voreingestellt.;( 3) Intelligente Zustandsbearbeitung Wählen Sie einfach Elektrodenform, Elektroden- und Werkstückmaterial, Querschnittsmaß der Elektrode, Oberflächentyp sowie Tiefeneinstellung, der Computer bearbeitet den Bearbeitungszustand automatisch. Die oben genannten drei Arten von Bearbeitungsmethoden können nacheinander grob → mittel → fein durchgeführt werden.
9. Der Bearbeitungszustand kann sich während des Funkens ändern.
10. Der Entladezustand wird automatisch angepasst, wenn der Entladevorgang instabil ist. Der Computer selbst passt die Entladeeffizienz und die Arbeitszeit an. Der Entladezustand wird automatisch wiederhergestellt, sobald er stabil ist.
11. Neue Fuzzy-Logik für die Lichtbogensteuerung und Fuzzy-Servospannungssteuerung: Wenn die Entladung instabil ist, werden die Bearbeitungsparameter automatisch angepasst. Darüber hinaus hebt sich die Elektrode nach hinten und oben und löst bei Lichtbogenbildung einen Impuls aus.
12. Es gibt drei Arten von Koordinatensystemen: absolute Koordinaten, inkrementelle Koordinaten und Referenzkoordinaten, um die Ausrichtung der Form zu erleichtern.
13. Alle neu entwickelten Generatoren und 15-Zoll-Bildschirme entsprechen der CE-Sicherheitsnorm, die staubdicht, wasserdicht und störungsfrei ist, um die Lebensdauer von PC-Platinen zu verlängern.
14. Der Generator verwendet einen hochstabilen industriellen PC-basierten Controller.
15. Es verfügt über die Funkenbildungsfunktion.
Funktionsmerkmale Einführung des Steuerungssystems
- . Mehr als 20.000 Einheiten Programmierspeicherkapazität. Normalerweise können mehr als 20.000 verschiedene Programmierungen von Werkzeug- oder Kundennummerierungen gespeichert werden
- . Mit der Spiegeloberflächenverarbeitungsschaltung kann ein echter Spiegeleffekt erzielt werden. Darüber hinaus ist es noch besser, die Orbitalverarbeitung und die Pulvermischverarbeitung zu verwenden.
- . Automatische Bearbeitungsfunktion für 10 Segmente. Manuelle Bearbeitung: Bearbeitungsbedingung nach Erfahrung bearbeiten. AUTO Z-Autobearbeitung: Max. Es werden Tiefen, der anfängliche aktuelle und abgeschlossene Prozess sowie die Auswahl des Bearbeitungsbereichs bereitgestellt. Anschließend kann die Bearbeitung der Bearbeitungsbedingungen automatisch abgeschlossen werden. Intelligente Zustandsbearbeitung: Elektrodenform, Elektroden- und Werkstückmaterial, Werkstückquerschnittsbereich und Fertigpräzisionsauswahl, Tiefeneinstellbereich stehen zur Verfügung, und dann kann der Bearbeitungszustand auf einmal durch Grob→Mittel→Fein abgeschlossen werden.
- Die Koordinaten der X-, Y- und Z-Achse werden mit metrischem und englischem System umgeschaltet
- . Wenn die Bearbeitung instabil ist, werden die Entladebedingungen automatisch angepasst, indem die Entladeeffizienz und die Arbeitszeit geändert werden. Danach wird der Zustand automatisch wiederhergestellt. Und es ist auch jederzeit anpassbar.
- . Funktion zur automatischen Erkennung von Lichtbögen. Wenn durch Lichtbögen verursachte Unruhen auftreten, passt der Computer die Bearbeitungsparameter an und erhöht die Sprunghöhe, sodass der Normalzustand wiederhergestellt wird.
- . Es könnte eingestellt werden, dass die Elektrode nach 2 bis 10-maligem Entladen (Sprung nach oben) auf die eingestellte beliebige Position angehoben wird (sichere Höhe Z) und mit der Bearbeitung fortfährt. Dadurch könnte eine gute Abschlackungsleistung bei der Tieflochbearbeitung erreicht werden.
Funktionsmerkmale Einführung des Steuerungssystems
- . Mehr als 20.000 Einheiten Programmierspeicherkapazität. Normalerweise können mehr als 20.000 verschiedene Programmierungen von Werkzeug- oder Kundennummerierungen gespeichert werden
- . Mit der Spiegeloberflächenverarbeitungsschaltung kann ein echter Spiegeleffekt erzielt werden. Darüber hinaus ist es noch besser, die Orbitalverarbeitung und die Pulvermischverarbeitung zu verwenden.
- . Automatische Bearbeitungsfunktion für 10 Segmente. Manuelle Bearbeitung: Bearbeitungsbedingung nach Erfahrung bearbeiten. AUTO Z-Autobearbeitung: Max. Es werden Tiefen, der anfängliche aktuelle und abgeschlossene Prozess sowie die Auswahl des Bearbeitungsbereichs bereitgestellt. Anschließend kann die Bearbeitung der Bearbeitungsbedingungen automatisch abgeschlossen werden. Intelligente Zustandsbearbeitung: Elektrodenform, Elektroden- und Werkstückmaterial, Werkstückquerschnittsbereich und Fertigpräzisionsauswahl, Tiefeneinstellbereich stehen zur Verfügung, und dann kann der Bearbeitungszustand auf einmal durch Grob→Mittel→Fein abgeschlossen werden.
- Die Koordinaten der X-, Y- und Z-Achse werden mit metrischem und englischem System umgeschaltet
- . Wenn die Bearbeitung instabil ist, werden die Entladebedingungen automatisch angepasst, indem die Entladeeffizienz und die Arbeitszeit geändert werden. Danach wird der Zustand automatisch wiederhergestellt. Und es ist auch jederzeit anpassbar.
- . Funktion zur automatischen Erkennung von Lichtbögen. Wenn durch Lichtbögen verursachte Unruhen auftreten, passt der Computer die Bearbeitungsparameter an und erhöht die Sprunghöhe, sodass der Normalzustand wiederhergestellt wird.
- . Es könnte eingestellt werden, dass die Elektrode nach 2 bis 10-maligem Entladen (Sprung nach oben) auf die eingestellte beliebige Position angehoben wird (sichere Höhe Z) und mit der Bearbeitung fortfährt. Dadurch könnte eine gute Abschlackungsleistung bei der Tieflochbearbeitung erreicht werden.
- . Funktion zur Vermeidung einer zweiten Entladung und eines schnellen Anstiegs der Kohlenstoffablagerung oder der Suche nach einem schnellen Anstieg der Entladungsgrenze.
- . Leistungskontrollfunktion (gleiche Energie) zur Homogenisierung des Bearbeitungseffekts. Und diese Funktion könnte abgeschaltet werden, um die Graphitelektrodenbearbeitung zu beschleunigen.
- . Das neue Design des Generators entspricht den Kriterien des Netzteilkastens und des 15-Zoll-LCD-Displays der europäischen CE-Sicherheitsverordnung, d.
- . Es kommt ein PC-basierter Controller der Industrieklasse zum Einsatz und die herkömmliche Festplatte wird durch einen neuen DOM-Speicher ersetzt, der ein schnelleres und gleichmäßigeres Lesen von Dateien ermöglicht und sich besser für Industrieanwendungen eignet.
- . Die Aufwärtsentladungsfunktion (Rückwärtsbearbeitung) erleichtert die Spezialbearbeitung.
- . Zwei unabhängige Bearbeitungskoordinaten. Die Patrize und die Matrize können in unterschiedlichen Koordinaten getrennt oder bearbeitet werden.
- . Nach dem Ausschalten startet das System neu und lädt automatisch den vorherigen Bearbeitungszustand und die Koordinaten des letzten Mals neu, so dass der Entladevorgang durch Drücken der Fernbedienungsbox ohne Bedienfeldbedienung abgeschlossen werden kann
- . Zwei Hochsprung-Geschwindigkeitstypen, die dazu dienen, die Geschwindigkeit zu erhöhen, wenn keine Elektrodenverformung auftritt, und die Effizienz bei der Bearbeitung großer Flächen ebenfalls zu erhöhen.
- . Durch die getrennte Speicherung von Koordinaten- und Bearbeitungsdaten kann die gleiche Bearbeitungsbedingung bei der Bearbeitung verschiedener Teile schnell hinzugefügt werden.
- . Je nach Kundenwunsch können zwei Hochspannungskreise auf Teilspannung oder Teilstrom eingestellt werden
- . Die Einstellungsfunktion für die Lichtbogenerkennung könnte die Hardware-Erkennungsschaltung für Kohlenstoffablagerungen starten, und jeder Ladeimpuls könnte erkannt werden und der Strom wird unterbrochen, wenn ein abnormaler Impuls auftritt. Es entsteht also kein Kurzschluss durch den Schussstromkreis
- . Entladungs-Hochspannungsimpulssteuerung, die die Einstellung verschiedener Hochspannungsimpulstypen ermöglicht und sich an die Bearbeitungsgeschwindigkeit und den Elektrodenverschleiß anpassen kann.



Senkerodiermaschine ZNC650
Bei der Erodierbearbeitung werden Elektrode und Werkstück in eine elektrolytische Arbeitsflüssigkeit eingetaucht und jeweils mit der Kathode und der Anode einer HF-Stromquelle verbunden. Wenn sich die Elektrode dem Werkstück auf eine kleine und bestimmte Entfernung nähert, kommt es zu einer elektrischen Entladung. Gleichzeitig wird beim Hochtemperaturlöschen sehr hohe Hitze freigesetzt, um das Werkstück zu erodieren.
KingredsSenkerodiermaschine ZNC650 zeichnet sich durch starke Funktion, Komfort und zuverlässigen Betrieb aus; Die Konstruktion der Maschine basiert auf Analysen des Zugwiderstands, des Druckwiderstands und der Reaktion per Computer. Als Gussteil wird FC-35 bei nationaler Bewitterung und allen Arten von Behandlungen verwendet, es trägt sich gut und seine Präzision ist unveränderlich. Die Maschinenstruktur ist angemessen, verzerrungsfrei und weist eine gute Steifigkeit auf, um die Prozesspräzision sicherzustellen. Die Schienen sind „V“-förmig, können sich unter schwerer Last leicht bewegen und die Z-Achse mit hoher Präzision wird mit einem japanischen „SANYO“-Gleichstromservomotor verwendet. Hochpräzise Bären, am Arbeitstisch werden Schienen mit „TAFULO“-Oberfläche verwendet. Dänische Ölpumpe „GRUNDFOS“ oder italienische Ölpumpe „GALPEDA“. Dreiachsiges SINO-Gitterlineal. Die Methoden zum Entfernen von Eisenschrott, zum Fegen von Öl oder zum Absaugen von Öl können beliebig gewählt werden. Wählen Sie auch einen Prozess, bei dem das Werkstück nicht in Öl eingetaucht wird. Es eignet sich für die Bearbeitung von Hohlräumen, Löchern und Teilen mit Sonderform in Kupfer und Stahl. Das Schmiersystem wird im Rückrufverfahren verwendet, die Schmierung der Schiene ist einmal abgeschlossen und sorgt für ein sauberes Erscheinungsbild. Leiterplatten sind feuchtigkeitsbeständig, korrosionsbeständig und mit Gold gefüllt.
Funktionsmerkmale Einführung des Steuerungssystems
1. Mehr als 20.000 Einheiten Programmierspeicherkapazität. Im Normalfall können mehr als 20.000 verschiedene Programmierungen der Werkzeug- oder Kundennummerierung gespeichert werden
2. Mit der Spiegeloberflächenverarbeitungsschaltung kann ein echter Spiegeleffekt erzielt werden. Darüber hinaus ist es noch besser, die Orbitalverarbeitung und die Pulvermischverarbeitung zu verwenden.
Automatische Bearbeitungsfunktion für 3,10 Segmente. Manuelle Bearbeitung: Bearbeitungsbedingung nach Erfahrung bearbeiten. AUTO Z-Autobearbeitung: Max. Es werden Tiefen, der anfängliche aktuelle und abgeschlossene Prozess sowie die Auswahl des Bearbeitungsbereichs bereitgestellt. Anschließend kann die Bearbeitung der Bearbeitungsbedingungen automatisch abgeschlossen werden. Intelligente Zustandsbearbeitung: Elektrodenform, Elektroden- und Werkstückmaterial, Werkstückquerschnittsbereich und Fertigpräzisionsauswahl, Tiefeneinstellbereich werden bereitgestellt, und dann kann der Bearbeitungszustand auf einmal durch Grob→Mittel→Fein abgeschlossen werden.
4. Die Koordinaten der X-, Y- und Z-Achse werden zwischen metrischem und englischem System umgeschaltet
5.Wenn die Bearbeitung instabil ist, wird der Entladezustand automatisch angepasst, indem die Entladeeffizienz und die Arbeitszeit geändert werden. Danach wird der Zustand automatisch wiederhergestellt. Und es ist auch jederzeit anpassbar.
6.Automatische Funktion zur Erkennung von Lichtbögen. Wenn durch Lichtbögen verursachte Unruhen auftreten, passt der Computer die Bearbeitungsparameter an und erhöht die Sprunghöhe, dann kehrt der Normalzustand zurück.
7.Wenn Sie einstellen können, dass die Elektrode nach 2 bis 10-maligem Entladen (Sprung nach oben) auf die eingestellte beliebige Position angehoben wird (sichere Höhe Z) und mit der Bearbeitung fortfährt. Dadurch könnte eine gute Abschlackungsleistung bei der Tieflochbearbeitung erreicht werden.
8.Funktion zur Vermeidung einer zweiten Entladung und eines schnellen Anstiegs der Kohlenstoffablagerung oder der Suche nach einem schnellen Anstieg der Entladungsgrenze.
9.Leistungssteuerungsfunktion (gleiche Energie) zur Homogenisierung des Bearbeitungseffekts. Und diese Funktion könnte abgeschaltet werden, um die Graphitelektrodenbearbeitung zu beschleunigen.
10. Das neue Design des Generators entspricht den Kriterien des Netzteilkastens und des 15-Zoll-LCD-Displays der europäischen CE-Sicherheitsverordnung, d.
11. Es kommt ein PC-basierter Controller der Industrieklasse zum Einsatz und die herkömmliche Festplatte wird durch einen neuen DOM-Speicher ersetzt, der eine schnellere und gleichmäßigere Geschwindigkeit beim Lesen von Dateien ermöglicht und besser für Industrieanwendungen geeignet ist.
12. Die Entladefunktion (Rückwärtsbearbeitung) erleichtert die Spezialbearbeitung.
13.Zwei unabhängige Bearbeitungskoordinaten. Die Patrize und die Matrize können in unterschiedlichen Koordinaten getrennt oder bearbeitet werden.
14. Nach dem Ausschalten startet das System neu und lädt automatisch den vorherigen Bearbeitungszustand und die Koordinaten des letzten Mals neu, so dass der Entladevorgang durch Drücken der Fernbedienungsbox ohne Bedienfeldbedienung abgeschlossen werden kann
15.Zwei Sprung-Up-Geschwindigkeitstypen, die dazu dienen, die Geschwindigkeit zu erhöhen, wenn keine Elektrodenverformung vorliegt, und die Effizienz bei der Bearbeitung großer Flächen ebenfalls erhöht werden könnte.
16. Getrennte Speicherung von Koordinaten- und Bearbeitungsdaten, und der gleiche Bearbeitungszustand kann bei der Bearbeitung verschiedener Teile schnell hinzugefügt werden.
17.Zwei Hochspannungskreise können je nach Kundenwunsch auf Teilspannung oder Teilstrom eingestellt werden
18. Die Einstellungsfunktion für die Lichtbogenerkennung könnte die Hardware-Erkennungsschaltung für Kohlenstoffablagerungen starten, und jeder Ladeimpuls könnte erkannt werden und der Strom wird unterbrochen, wenn ein abnormaler Impuls auftritt. Es entsteht also kein Kurzschluss durch den Schussstromkreis
19. Entladungs-Hochspannungsimpulssteuerung, die die Einstellungen verschiedener Hochspannungsimpulstypen ermöglicht und sich an die Bearbeitungsgeschwindigkeit und den Elektrodenverschleiß anpassen kann.